
In flexographic printing, ink density is often treated as a simple equation: select the correct anilox volume and the desired color strength will follow. In practice, nothing could be further from the truth.
Ink density is not controlled by volume alone.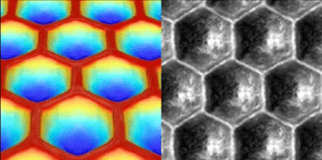
It is the result of how efficiently ink is transferred, released, and stabilized throughout the printing process. As flexographic printing continues to demand higher quality, tighter tolerances, and greater efficiency, the limitations of relying on a single volume number become increasingly clear.
This is where the evolution of anilox engraving is quietly reshaping both print performance and profitability.
The Misunderstanding of Anilox Volume
For decades, anilox rolls have been specified primarily by a single volume value, typically expressed in BCM or cm³/m². This has created the assumption that volume alone determines ink density and color strength.
However, printers quickly learn that two anilox rolls with the same volume can deliver very different results, including variations in:
- Ink density and color strength
- Print consistency across the web
- Visual sharpness and dot structure
- Stability over long production runs
This happens because ink density is influenced not only by how much ink an anilox can hold, but by how that ink behaves as it leaves the engraving.
Key influencing factors include: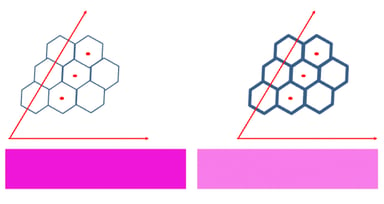
- Engraving geometry and structure
- Line screen and pattern design
- Wall thickness and depth-to-opening ratio
- Ink release efficiency
- Aeration and turbulence during transfer
- Press setup and substrate interaction
Volume describes potential capacity.
Engraving design determines real-world delivery.
Why Measurement Alone Cannot Guarantee Results
Anilox volume is measured using advanced optical and surface-scanning technologies. However, every measurement system interprets the ceramic surface differently based on factors such as:
- Calibration methods
- Lighting conditions
- Software algorithms
- Scan resolution and sampling approach
As a result, even highly accurate instruments can report different volume values on the same anilox roll. This does not indicate a failure in measurement. Instead, it reinforces a critical reality:
Volume is a reference point, not a guarantee of print performance and color density.
More importantly, volume alone does not account for ink release efficiency, which is often the most critical factor in achieving stable, repeatable ink density on press.
The Shift From Ink Storage to Ink Flow
Traditional cell-based engravings rely on individual micro-cells to store ink. While effective in many applications, these isolated cells can introduce limitations, especially as press speeds increase and print requirements become more demanding.
Common challenges include:
- Incomplete ink release
- Trapped air and micro-turbulence
- Inconsistent transfer at higher speeds
- Greater sensitivity to press and operator adjustments
Modern engraving philosophies are shifting toward designs that prioritize ink flow and release, rather than maximum ink storage.
 Channel-based engraving structures allow ink to move more freely across the anilox surface. This reduces resistance during transfer, minimizes aeration, and promotes more consistent ink delivery across the press width and throughout the production run.
Channel-based engraving structures allow ink to move more freely across the anilox surface. This reduces resistance during transfer, minimizes aeration, and promotes more consistent ink delivery across the press width and throughout the production run.
Technologies such as GTT clearly illustrate this shift. By replacing isolated cells with continuous channels, these engravings often achieve stronger and more consistent ink density at lower measured volumes, while improving overall press stability.
This reflects a broader industry evolution:
- Less focus on how much ink is held
- More focus on how efficiently ink is delivered
The ROI of Efficient Ink Transfer
When ink transfer becomes more efficient, the operational and financial benefits are immediate and measurable.
Printers commonly see:
- Reduced ink and coating consumption, often by 10%-15%
- Faster press setup and fewer test pulls
- Improved job-to-job repeatability
- Less waste and fewer operator interventions
- Greater stability across shifts and press crews
Example ROI Scenario
If a printer spends $100,000 annually on coating or ink for a single press line, a 15 percent reduction in coating usage through improved transfer efficiency results in:
$15,000 in annual savings on that press alone
When applied across multiple presses or production lines, the return on investment from improved engraving performance can be realized in a relatively short time.
 A Smarter Approach to Ink Density Control
A Smarter Approach to Ink Density Control
The modern question is no longer: “What anilox volume do I need?”
It is: “How can I achieve the same or better ink density with greater stability and lower consumption?”
By focusing on engraving structure, release efficiency, and ink flow dynamics, printers gain:
- Predictable ink density
- Stable color reproduction
- Improved print clarity
- Lower operating costs
- Greater confidence on press
The Real Takeaway
Ink density is not guaranteed by an anilox volume number on a specification sheet.
It is achieved through intelligent engraving design and efficient ink flow.
Volume measures storage.
Engraving defines performance.
As flexographic printing continues to evolve toward more advanced engraving philosophies, including channel-based designs, the path forward becomes clear:
- Greater control
- Stronger consistency
- Smarter economics
Not more ink.
Just better transfer.
To learn more, contact us today.

